Engaged in the import, export, and sale of metals, lead solder, and solder wire.
Engaged in the import, export, and sale of metals, lead solder, and solder wire.
Select suitable flux base material for higher melting point alloy.Very few flux spattering can achieve high performance soldering.
●Flux spattering test by using soldering iron robot
Selected materials suitable for rapid light heating achieves high workability. Good wettability with low Ag alloy can help to reduce cost.
●Confirmation of wettability with LASER soldering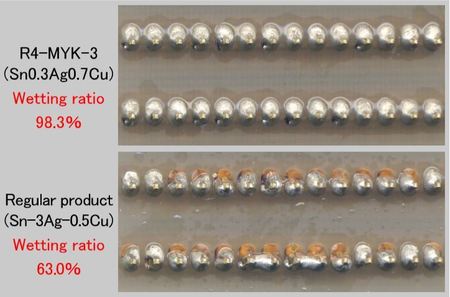
【Condition】
Beam power:40W Wire diameter:φ0.8mm
Preheat:0.05 Wire feed:7mm/s,1.6s
Postheating:0.3s PCB:Cu,one side
Connector terminal:Brass,Sn plating on Ni
Good for after soldering appearance with transparent flux such as LED illumination.Can achiece higher productivity for outlook inspection.
●Put solder on white ceramic plate and heat with 270℃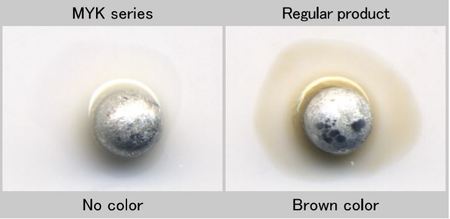
Can achieve higher productivity for outlook inspection
| Alloy type | J3 (Sn:Bal / Ag 3.0 / Cu 0.5) R4 (Sn:Bal / Ag 0.3 / Cu 0.7) R8 (Sn:Bal / Cu 0.7) |
|---|---|
| Flux type | JIS-A MIL-RMA |
| Flux contents (%) | 3.0%、4.0%、6.0% |
| Halide contents | 0.08%~0.14% |
| Copper plate corrosion test | No corrosion |
| Copper mirror corrosion | No corrosion |
| Insulation resistance(Ω) | More than 5.0×108Ω |
| Electrochemical migration | No migration |
| Flux name | MYK |




Comments are closed